Have you ever sipped into your Romex Coveralls and walked the plant floor to locate an analyzer that needs servicing, only to open the access panel on the analyzer, and find a mess of wires andfiber optic cables?
Fiber Optic Cables Part of Total NIR or UV-VIS Analytical System
A complete Guided Wave system has three main components: 1) the analyzer, 2) the fiber optic cables, and 3) the sample interface. Optical grade fiber cables are used to carry the light from the analyzer to the sample and back. Using high performance fiber cables permits the sample interface to be located 100 meters, or more in some cases, from the analyzer for safety or convenience.
Additional Meter of Fiber Cable Allows for Easier Service and Repair
Guided Wave recommends an additional meter of fiber cable to allow for service and repair. Repairing a broken fiber termination is much preferred to replacing the entire cable. The Fiber Junction Box provides safe storage for this fiber cable. Consider installing a fiber junction box next to yourNIRO analyzer.
Three Primary Benefits of a NIR-O Fiber Junction Box
Provides a safe and clean storage solution for fiber service loops
Improved Cable Management – Reduces cable clutter inside of the analyzer box
Did you know that the average major component replacement order can take up to 8 weeks to deliver? Can your company afford to wait that long?
TheWaveCareSolution
In the unlikely event that you experience an analyzer component failure, a pre-purchased WaveCare plan can help you avoid these costly and inconvenient delays.
WaveCare is add-on support plan that provides access to priority delivery of replacement parts. Simply contact Guided Wave Technical Support and we will assist your technician in identifying the required module. It then can be shipped from Guided Wave to your facility by overnight courier. Remote support and video documentation for the replacement is provided. Guided Wave analyzers are designed to be simple to service by your own analyzer technicians. However, optional on-site field engineer support is available also.
A typical module service replacement involves sending the affected module back to the factory for evaluation and repair. By purchasing the WaveCare support plan downtime is avoided and access to the parts you need, when you need them most, is guaranteed. Pleasecontact Technical Supportor see theWaveCare Brochure
Typical Analyzer Parts List
• All Electronics and Power Supplies • Spectrometer Module Assembly • Lamp / Filter Module Assembly • Instrument Controllers • Cabinet Air Conditioner • F/O Modem • I/O Gateway Module • Electrical Cables
WaveCare Support Service Plan Benefits
Remote Analyzer Diagnostics
Discounts on In-House Training Courses
Covers all Guided Wave Parts
Guarantee Availability of all Analyzer Parts
Shipping Paid by Fastest Method (via International Priority Service, or USA Overnight)
Advanced Purchase Order Not Needed to Ship
Support Plans Available for All Guided Wave Analyzers
Need help estimating the maximum recommended distance between your analyzer andinsertion probeorflow cell? Let Guided Wave’sProcess Grade FiberLength Calculator do the math for you. Simply pick a wavelength.
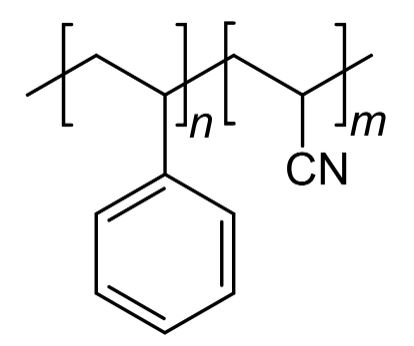
Styrene acrylonitrile resin, known as SAN, is a copolymer plastic consisting of styrene and acrylonitrile. Due to its superior thermal resistance, it is widely used in place of polystyrene. By weight the relative composition is usually 70-80% styrene and 20-30% acrylonitrile. Mechanical properties and chemical resistance of SAN can be improved with a larger acrylonitrile content, but the compromise is a yellow tint to the normally transparent plastic. Product from this plastics family includes food containers, water bottles, kitchenware, computer products, packaging material, battery cases and plastic optical fibers. Styrene gives the plastic a nice glossy finish. Styrene revenue is projected to increase at a compound annual growth rate (CAGR) of over 9% from 2019 to 2025,according to the Global Newswirenetwork. They report an increased demand in the manufacture of various products, using acrylonitrile butadiene styrene (ABS), expanded polystyrene, and polystyrene as the contributing factors.
Getting the correct blend of copolymers to achieve the desired physical properties can be a challenging task for process engineers in the polymer industry. Near-infrared (NIR) spectroscopy is a convenient and cost-effective tool for monitoring reaction processes in situ to ensure that the correct chemical ratios, average molecular weight, and physical properties are within specifications.
When transparency is a concern, the process engineer has several options. If polystyrene’s mechanical properties are insufficient, the process engineer can tailor a specific formulation of styrene-acrylonitrile copolymers or SANs (Figures 1 and 2). These copolymers typically contain between 20–30% acrylonitrile. Due to the polar structure of acrylonitrile, SANs copolymers have better resistance to breakdown in hydrocarbon streams than polystyrene. SAN copolymers also have a higher softening point, rigidity, and impact strength, yet maintain their transparency.
Figure 1 Mlecular Structure of SANs
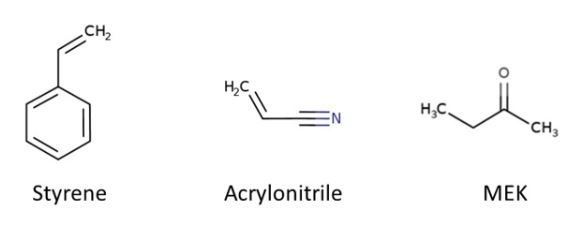
Figure 2 Molecular Structure of Styrene, Acrylonitrile, and MEK
As the acrylonitrile content of the SAN copolymer is increased, there is an improvement in the toughness and chemical resistance. The trade-off is a greater difficulty in molding and potential yellowness of the resin. SANs copolymers are also used in polyols processing to strengthen other polymer types. Monitoring stream composition during processing allows manufacturers to maintain product quality.
By incorporating a near-infrared (NIR) spectrometer and in situ process probe, a process engineer can quickly identify when the mixture of component concentrations are out of specification. The NIR region of the electromagnetic spectrum measures the overtone and combination bands of the C-H, O-H, and N-H fundamentals absorption bands. These spectra are unique to the molecule thus permitting the process engineer to make real-time corrections and ensure that product quality is maintained. In the case of SANs,NIR spectroscopy can be used to monitor the concentration of Styrene, Acrylonitrile, and MEK molecules
Today the use of DG-NIR analyzers continues to improve the accuracy and speed of measurements for polymer feed concentrations that can be achieved with both Guided Wave analyzers; theNIR-O full spectrumNIR analyzer or the ClearView db photometer. By collecting these data, process engineers in the polymer plant can make informed decisions on process optimization to ensure product quality.
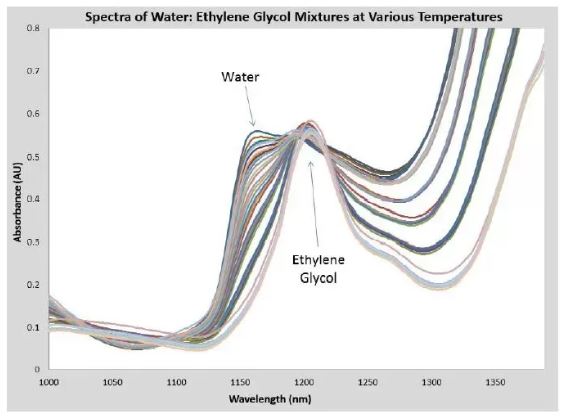
When measuring the water concentrations in an Ethylene Glycol (EG) sample, NIR Spectroscopy is the technology of choice. Ethylene Glycol and its derivatives are used across a wide range of industries including automotive, polyester fibers and resins, pharmaceuticals, food and beverage processing, pipeline maintenance, textiles, aviation, medical, and HVAC.
The most important variable affecting the glycol production is properly managing the water-to-oxide ratio. In commercial plants, improvement in yields can occur with a large excess of water under controlled pH levels in the solution. Tim Felder, President of Felder Analytics, a thirty-five-year veteran in applied process analytical technologies (PAT) states, “The trick is to measure and control the level of water to prevent any uncontrolled exothermic reaction. When this is done, both safety and yields are improved in the process.” He continues, “Guide Wave’s technology was selected by a leading worldwide EG producer as the most achievable control technology for measuring this process.”
Many EG manufacturers prefer using Guided Wave’s NIR instruments, due to the state-of-the-art design, repeatability, stability and elimination of drift. Both analyzers, the full spectrum NIR-O spectrometer or the ClearView db photometer make managing this measurement efficient. Either analyzer can be used successfully, the choice depends on the complexity of the application (i.e., number of measurements, varying chemistries, number of sample points and measurements).View the Feasibility Study
Polyurethane was first developed as a replacement for rubber at the beginning of World War II. Because it was a versatile substitute for scarce materials the applications for this new organic polymer increased rapidly. This trend remains evident today, as processing techniques continue to be developed, and new formulations and additives created, polyurethanes can be found in virtually everything we encounter. From apparel to appliances, marine to medical, polyurethanes are used to create cost-effective, comfortable, supportive and long-lasting industrial and consumer products.
The nature of the underlying chemistry allows polyurethanes to be adapted to solve many challenging problems. Consequently, production of all types of polyurethanes is greatly expanding worldwide with customers like INEOS, Evonik, BASF, Wanhua and Indorama. With this growth, measurement and control are more important than ever in meeting business production goals. Many aspects of polyurethane production can be measured using near-infrared (NIR) spectroscopy including themeasurement of OH number of polyols. When considering final product measurements, polyurethanes can really be considered to be an amide or an ester of carbonic acid (carbamate). The use of remote spectroscopic measurement methods provides analyses in real-time and minimizes the need for performing laboratory measurements. These methods can be applied in reactor systems for control of important properties during the reaction and to determine the endpoint of the reaction thus adding to the value and cost savings.The application note, “Measurements in Polyurethanes”describes the potential uses of Guided Wave hardware and software tools for key measurements in polyurethane production using fiber optic-based NIR spectroscopy.
Types of Polyurethane:
Flexible polyurethane foam
Rigid polyurethane foam
Coatings, adhesives, sealants and elastomers (CASE)
Guided Wave recently announced the retirement of André Van Den Broeck, Regional Sales Manager ofGuided Wave’s European officelocated in Aalst, Belgium. André’s retirement was celebrated with a virtual farewell party at the end of June where the entire staff thanked him for his 29 years of dedication to the company. Susan Foulk, Guided Wave President, stated: “Andre will be greatly missed. His knowledge and leadership have been instrumental in our success throughout the years with not only the European office but locations in the Middle East and Asia as well. We sincerely thank André for all he has done and taught us.”
In 1991 André started as a Customer Support Engineer for Guided Wave and Perstorp Analytical. His duties included hardware and software training in Belgium, the Netherlands, and Luxembourg on NIR spectroscopic analytical systems. Later, the region was extended to encompass Europe, India, and China. After helping create and set-up the sales and support offices in India and China, his responsibilities changed to a focus on Europe and the Middle East. In 2005, André opened the Guided Wave office in Belgium and was promoted to Regional Manager EMEA (Europe, Middle East, and Africa). At this time, he also became responsible for sales in the region. André was at the forefront of all new product introductions and installations in the EMEA region. From the introduction of the Hydrogen Peroxide Monitor in 1997 to the release of theNIR-O spectrometerin 2018, he was there to support and train customers and new sales representatives on every product. According to Debra Hall, Guided Wave’s Sales and Marketing Director, “André’s experience has been invaluable in the mentoring of the next generation and his legacy will be carried on through our younger Guided Wave specialists worldwide.” She continued, “Thank you Andre for your contributions throughout the years!” Jim Low, Director of Sales and Support,added, “I’ve had the pleasure of working in partnership with André during his entire 29-year tenure, and I’m certain that Guided Wave’s success would not have been possible without him. André, you most certainly will be missed!”
ORTIX Design
André plans to spend his retirement enjoying more time with his wife and family. He is especially looking forward to finally having the time to help his son in Austria with his business, OTRIX, which specializes in graphic design for cars and motorbikes. As Guided Wave loses a talented manager and salesman OTRIX will surely gain from André’s skills and passion.
OTRIX Design
Please join us in congratulating André on his illustrious career and newfound retirement! With sincere appreciation we say good-bye André, and thank you!
IECEX and ATEX are important safety certification for process analyzers being installed in hazardous environments. The NIR-O has a maximum protection rating of Zone 1, Group IIB+H2, T4. This protection rating is offered with eitherATEX and IECEX certification.
What is the difference between Class 1 Div 1 Zone 1 and Class 1 Div 2 Zone 2 protection?
The major difference between Class 1 Div 1, Zone 1 and Class 1 Div 2, Zone 2 IECEX certification is in the assumption of risk.Div 1orZone 1assumes that hazardous gases are always present in the environment.Div 2orZone 2assumes that hazardous gases may be present in the environment, but are unlikely.
To achieveDiv 1orZone 1protection rating, a process analyzer must have a clean air purge system that keeps the enclosure under positive pressure. Additionally, if the pressure drops, an interlock must trigger which shuts off the analyzer and prevents the system from exposing the combustible gases to an electrical ignition source. The electronics cannot result until pressure is restored and for some amount of time. This is often referred to as anX-purge.
To achieveDiv 2 Zone 2protection rating, a process analyzer still requires a clean air purge. However, the airflow only must maintain positive pressure. If the pressure inside of the enclosure is lost the analyzer must alarm, but may remain powered on to collect data. This is often referred to as aZ-purge.
Understanding the ATEX Zone rating – the Petrol Station analogy
Class 1 Div 1 or Zone 1 – During refilling of the underground storage tank. When the truck arrives to refill the petrol station’s underground tank, it can be assumed that gas vapors are present.
Class 1 Div 2 or Zone 2 – The pump. There may be gasoline or diesel vapor present if an automobile was recently filled.
General Purpose – Inside of the petrol station. Considered a safe area where explosive gases are never present.
Explaining ATEX Group Markings
The gas and dust protections are defined by groups. A group III rating means that the enclosure is only rated to protect against dust infiltration. A group II rating means that the enclosure is protected against both dust and gas. The lowest gas protection is IIA the best gas protection rating is group IIC.
Group IIA – protection is adequate to prevent ignition of propane gas in the environment.
Group IIB – protection is adequate to prevent ignition of ethylene gas in the environment.
Group IIB+H2 – protection is adequate to prevent ignition of hydrogen gas in the environment.
Group IIC – protection is adequate to prevent ignition of acetylene gas in the environment.
ATEX and IECEX group markings have equivalent IP or Ingress Protection ratings. Guided Wave process analyzers all have NEMA 4 or IP 66 ratings enclosures as part of the protection design for hazardous and explosive environments.
What does the T marking mean in IECEX?
The T stands for the maximum external surface temperature that the analyzer must not exceed. This portion of the specification is to prevent the surface of the analyzer enclosure from igniting combustible molecules in the environment. For example, Ethyl Nitrate will explode if it comes into contact with a heat source or object above 90 ºC. Any analyzer that is going to be installed in an environment containing Ethyl Nitrate must be rated for T6 and never exceed a surface temperature above 85 ºC. The limit for T4 is that the outside of the analyzer will never be hotter than 135 ºC. AllGuided Wave analyzershave a T4 rating they are suitable for installation in petrochemical and refinery facilities
T Rating
Surface Temperature Limit
T1
450 ºC
T2
300 ºC
T3
200 ºC
T4
135 ºC
T5
100 ºC
T6
85 ºC
Here is a brief explanation of each IECEx mark to show what they mean.
X-purge:
“Ex db” means that it is Explosion Proof(flameproof enclosure) rated for Zone 1 and designed for safety.
“Ib [ib]” means it is intrinsically safe internally [ib] and externally ib.
“op pr” means optical energy is prevented from creating an ignition source.
“pxb” means it uses and X-type purge system rated for Zone 1.
“IIB + H2” means it can be used in for all gasses in groups IIA, IIB, and Hydrogen.
“T4” means it will not have an external surface temperature above 135C.
“Gb” means the equipment is intended to protect against gases (G) in a Zone 1 environment (b).
Z-purge:
“Ex ic nA” means that it is Explosion Proof(flameproof enclosure) rated for Zone 2 and is intrinsically safe because it has no sparking surfaces.
“op pr” means optical energy is prevented from creating an ignition source.
“pzc” means it uses and Z-type purge system rated for Zone 2.
“IIB + H2” means it can be used in for all gasses in groups IIA, IIB, and Hydrogen.
“T4” means it will not have an external surface temperature above 135C.
“Gc” means the equipment is intended to protect against gases (G) in a Zone 2 environment (c)
Think Safety, Think Guided Wave Process Analyzers
Need an ATEX or IECEX certified inline process analyzer? have a question about using a spectrometer in a hazardous environment? Contact a Guided Wave Sales Representative to talk about your needs today.
Where can you find spectroscopic probes or flow cells in custom designs, certified for strict engineering compliance, compatible with most analyzer manufacturers,andat a competitive price? With averagedelivery times of 6 weeks or less, Guided Wave’s rugged sample interfacesmeet these challenges. Additionally, these probes and flow cells are designed specifically for operation in extreme environments and utilize carefully designed optics, that are among the highest optically efficient designs on the market.
Corrosive Material? Doesn’t Matter with this Custom Flow Cell
With a long history of designing custom probes and flow cells to meet specific or unique customer applications and challenges, the toughest (and most expensive) flow cell ever built by Guided Wave was recently released. The reason for the high price is that it is made from B2 Hastelloy®, a rare material used only for the most severe chemical processes. Hastelloy, a nickel alloy, is a more exotic and expensive material than stainless steel typically used for standard flow cell body construction. Hastelloy is usually the best alternative when dealing with an extremely corrosive process stream, and stainless steel is deemed unsuitable for the process.
Pyrophoric Fires a Concern? Extinguish your Worries
For most customers, our innovative- first in the industry, built-in cleaning port is a welcomed feature of our flow cell. It allows the cell’s sapphire windows to be cleaned by simply removing a clean-out plug. This direct access to the windows without disconnecting process lines or fiber optic cables is convenient and makes maintenance easier and more cost effective. However, a recent customer came to us with a pyrophoric process. Their process cannot tolerate the possibility of the flow cell cleaning port being accidentally opened, exposing the stream to outside air. As a result, Guided Wave designed a new flow cellwithout the windowto relieve safety concerns and to remove the “what ifs?”
Whether standard or custom designs, many Guided Wave probes can be optimized for the UV, Visible or NIR spectral regions or supplied withcustom fiber diameters and connectors to match a variety of optical requirements. Guided Wave also supplies probes manufactured in compliance with the American Society of Mechanical Engineers (ASME) or Canadian Registration Number (CRN) pressure vessel standards.
CRN Certified Probes for Process Spectroscopy
As of October 2019, Guided Wave has submitted more than 3,500 different design configurations for our probes and flow cells for Canadian Registration Number (CRN) certification. A CRN is a number issued to the design of a pressure vessel or fitting by each province or territory of Canada. The CRN identifies that the design has been accepted and registered for safe installation and use. CRN certified probes and flow cells are engineered by Guided Wave to meet the strict safety and application requirements for the Canadian petrochemical, refining, and polymer markets. By coupling these probes withcertified (CSA, ATEX, IECEX) process analyzers, Guided Wave can offer complete process monitoring solutions to Canadian customers. Guided Wave currently has CRN registered designs for Ontario, Alberta and Quebec. However, complete process monitoring solutions for all provinces can be implemented –contact us for more information. All CRN probe sales include hydrotest and x-ray test results.
I’m not using a Guided Wave analyzer; is the SST probe compatible with my Bruker analyzer?
Not using a Guided Wave analyzer, no problem. Our probe and flow cells are compatible with most analyzers on the market.
Large Variety of Compatible Probes and Flow Cells
Guided Wave offers a variety of probes, flow cells and fiber optic cables that meet the harsh demands of the process environment. Several have auxiliary features and are compatible withallGuided Wave analyzers as well as other fiber optic-based analyzers manufactured by different companies. Examples are;ABB,AIT Schneider Electric,BrukerandYokogawa. At Guided Wave if we do not have a probe or flow cell that meets your precise needs, we will look at your application, judge its feasibility, and make recommendations on how to proceed. With over 30 years of probe design experience we are ready for the challenge! Pleasecontact us with your sample interface questions or requirements.
Hastelloy B2 Characteristics:
Great resistance to stress corrosion cracking and pitting
Significant resistance to reducing conditions like hydrogen chloride, sulfuric, acetic and phosphoric acids
Resistance to hydrochloric acid at all concentrations and temperatures
Guided Wave recently announced the retirement of Corporate Fellow Dr. Terry Todd. Terry was celebrated with a farewell party at the end of 2019 where the entire staff thanked him for his over 27 years of dedication to the company. Susan Foulk, Guided Wave President, stated: “Terry’s vision, knowledge and leadership have been instrumental in our success and we sincerely thank him for all he has done and taught us throughout the years.”
With more than 40 years’ experience in infrared molecular spectroscopy and radiation physics, Terry specialized in optical and spectroscopic instrument design for industrial applications. At Guided Wave since 1992, he was responsible for developing new NIR and UV-VIS analyzer technology and applications. While at Guided Wave Terry was at the forefront of all new product development and introduction, from the introduction of the Hydrogen Peroxide Monitor in 1997 to the release of the NIR-O spectrometer in 2018. During this time (1998) Terry also re-engineered the Single-Sided Transmission (SST) process insertion probe to improve the optical efficiency and further enhance its ruggedness and reliability. Elements of these improvements were awarded US Patent #6,043,895 (March 2000). This pursuit of continuous improvement demonstrates a fundamental aspect of Dr. Todd business practices. To this day, the SST remains one of the most copied, reliable, rugged, and efficient process insertion probes available and is still producing robust sales after more than 28 years in the marketplace. Author of several technical publications and conference presentations, Terry also taught NIR spectroscopy to Guided Wave customers and sales representatives.
Terry received a BS in Mathematics from Northern Illinois University in 1969. He followed that with an MS in Physics from Penn State University in 1972 with his thesis on the emission spectrum of CO2.In 1976 he was awarded his Ph.D. in physics also at Penn State. His emphasis was on molecular physics, infrared high-resolution spectroscopy and optics. His thesis was titled, “Spectrometer Design, Emission Spectrum of CO2and Secondary Wavelength Standards”.
Between finishing his Ph.D. and joining Guided Wave in 1992 Dr. Todd held and completed the following positions and accomplishments:
1976-1978 NBS-NRC Post Doc National Bureau of Standards, Gaithersburg, MD
1stIR Spectrum of CS
Constructed Diode Laser Spectrometer
1978-1980 Laser Analytics (Spectra Physics), Lexington, MA
Diode Laser Spectroscopy/Instrument Development
1980-1991 Exxon R&E Co., Florham Park, NJ
Instrument Development
Laser Pyrometer
NIR Octane Monitoring
1991-1992 ToddEnterprises, Inc., Budd Lake, NJ
Terry plans to spend his retirement enjoying more time with family and pursuing his many hobbies, one of which will be working on the restoration of his Opel sedans and coupes. He also plans to continue with liquids processing (winemaking, maple syrup, and apple cider). Please join us in congratulating Dr. Terry Todd on his illustrious career and newfound retirement!
Curtis Mau was promoted from Sr. Product Development Engineer to the role of Manager of Engineering / R&D and will fulfill many of Dr. Todd’s previous responsibilities.